

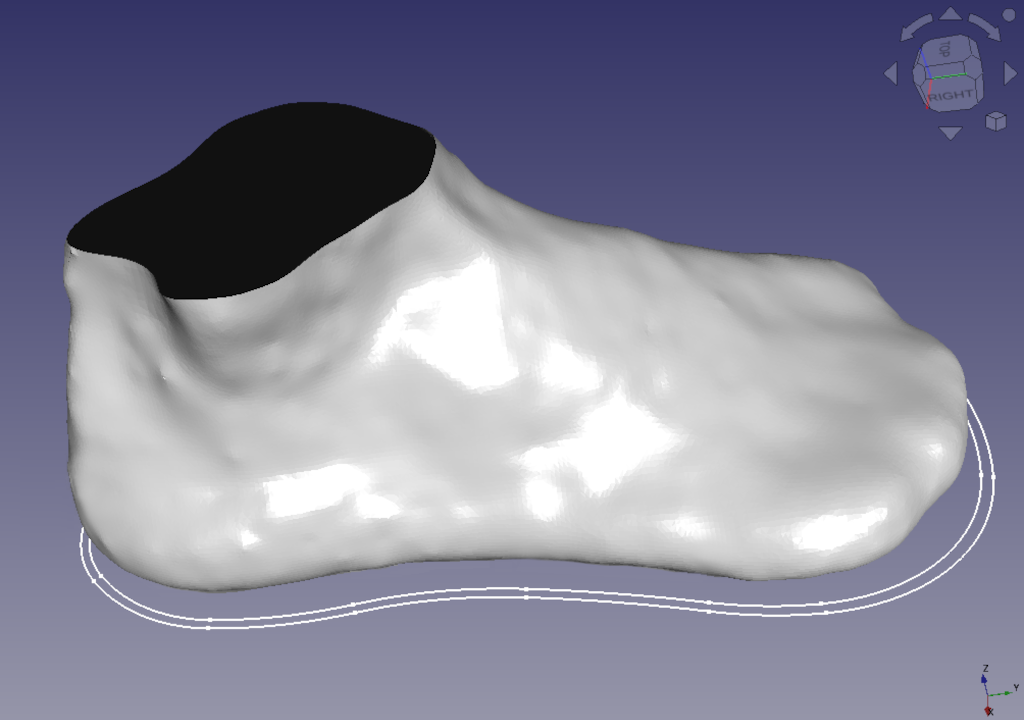
I’ve started my next project, which is to design and print myself custom shoes. I’m gonna start with something simple: pool shoes.
Pool shoes are typically designed to be close-fitting and put as little material around the foot as possible. So they’re ideal to iterate through the design of my shoes to find the perfect fit without wasting too much filament. And I need a new pair anyway…
I ordered a bunch of TPU with different Shore hardness and the rolls have arrived. So now I’m designing the shoes.
I have no experience with TPU, but a colleague at work does: he told me he tried to print a remote-control-like flexible sheet of rubber buttons that was 2mm thick, and the sheet readily delaminated when he pulled on it.
I want my pool shoes to be as thin as possible - apart at the front where I need protection. So bearing in mind what my colleague told me, I opted for a wall thickness of 2.5mm. Do you think this is enough?
As for supports, the printer I use at the moment only has one extruder head (it’s not mine) so I’ll have to print them out of TPU too. Is there a good strategy to limit the amount of material used and maintain structural integrity on such a large print? I’m thinking of drawing the supports myself inside the shoes to control exactly where they will be and limit wastage.
You must log in or register to comment.
If your coworker’s TPU print “delaminated” easily, either by pulling apart at the layer lines or via the individual print lines tearing within a layer, he was either printing it too cold or too fast, or both. Which is a common mistake. People see the print temperatures listed on the side of the spool that are similar to PLA and assume it can just be printed like PLA. This is not the case if you want acceptable results.
You have to print TPU slowly, and if you want the strongest possible part and don’t have any tricky overhangs to deal with, you also want to print it towards the upper end of its temperature range. People will be tempted to lower the temperature as far as possible before the stuff just flat out stops coming out of the nozzle in a vain attempt to combat stringing, but this is a fool’s errand. You can never get TPU to stop stringing, so don’t even bother to try. Just clean up your finished part with a lighter after it’s done.
TPU is one of the very few materials – arguably the only such material – capable of being printed by a consumer level printer that, when printed correctly, is functionally isotropic. That is, its strength and properties are the same in all directions. Both along and against the layer lines. TPU that’s been printed right sticks to itself extremely well.
You have already correctly guessed that this property makes removing supports from it kind of tricky. I’ve never been able to achieve supports with TPU that can cleanly tear off like with PLA and other more rigid materials. You’re going to have to resign yourself to cutting or shaving them off, at least in some capacity. For the ones inside your shoe, this may present some difficulty.
The others are correct about drying the filament, also. Get a filament dryer that can feed directly into your printer. Even a dinky one will do; you don’t need high or precise temperatures for TPU drying. I have the $30 OG Sunlu one and it works fine for me.
TPU that’s been printed right sticks to itself extremely well
I’ve done many TPU prints that were stressed to hell and they hold up amazingly well. Like 2000 lb shock loads on little 2mm walls, hundreds of times, and not tearing or delaminating. Ninjatek Cheetah and Fiberflex 40D mainly, but others seem to hold up really well too.
I printed wheels for my kid’s folding wagon 1.5 years ago or so. They have TPU treads that are around 5mm thick with three walls and 20% infill for some sponginess. They’ve heald up really well. They’ve been over curbs, rocks, and tons of other surfaces from 2 seasons.
I did tank tracks in TPU - I’ve since stopped using it, but not because they broke, but because they keep stretching. Removing one element after 10 minutes of play becomes annoying over time. Though I am somewhat curious how long I could continue doing that before something breaks.
I’m starting to wonder if I might be better off printing a mold out of PLA and pouring liquid rubber into it 🙂 I mean technically, the shoes would be 3D printed and it would probably create fewer headaches, because liquid rubber is what I use now with regular molds to create my shoes, and it works perfectly fine.
I’m a bit concerned that this whole endeavor will results in quite stringent requirements in terms of hardware, and difficulty in manufacturing, because ideally I would like my design to be reusable in developing countries for others who have a need for custom footwear like I do but don’t have the money. My plan is to turn my FreeCAD design into a configurable OpenSCAD file eventually, that anyone with an el-cheapo printer and some time can use to make cheap bespoke shoes.
So maybe for cheap easy shoes to happen anywhere in the world, maybe a PLA negative and liquid rubber is in fact a better route.
But for now I’ll go with the TPU: I have it so I might as well, and I’ll learn something.
I’d say experiment on your own and find out. Your friend might’ve printed it wet and TPU is by my experience the most hygroscopic of them all.
You need to dry the spool first and then keep drying it as you print. Seriously. I’ve printed two small bumpers out of tpu recently and after drying the filament one of them came out fine and the other had zits and blobs just 20 minutes later. Its insane how fast it absorbs moisture and how much it affects it.
For pool shoes, that’s concerning 🙂
I don’t think he printed it wet. We have a filament dryer and we put all our filaments in there regardless of what they are. I’m pretty sure he must have waited at least overnight before printing. He’s pretty thorough. But I’ll ask him.
I didn’t know TPU was that sensitive to humidify. That’s good to know. Thanks!
I do know it shrinks like crazy and it’s not good at staying put on any of the bed sheets we have though, so I know it won’t be a walk in the park - especially with prints that size.
Just to confirm. Hygroscopic does not mean the material is unsuitable for wet conditions as a finished product.
Your comment suggested that was your assumption.
The issue is that FDM (and all plastic 3d printing) depends on the molecular bods reforming as plastic is melted and reshaped. Almost all physical materials absorb moisture from the air. But some more than others. Highly hygroscopic materials when melted below glass transition temps. The moisture within the molecular bonds dramatically affects the materials’ ability to rejoin and reform those strong bonds. This results in some very odd effects on the final product, making effective production impossible.
The general rule is heat (30 to 90c depending on material) and time is needed to remove the absorbed water before printing. As for how long. Well for every 5c below the perfect temp for your material, the time doubles. This time starts at 4 to 12 hours depending on the material. (data is online) So yeah the time can become days if not using the perfect temp.
I am currently struggling with this myself with ASA. As its my first time trying it. (im new to all this).
for every 5c below the perfect temp for your material, the time doubles
Great info, that!
We always keep the dryer at 45C (not sure why, we just do…) I just looked it up and it looks like 65C for 8 hours is a minimum for TPU. So unless my colleague left the spool of TPU in it over the weekend - which I doubt - it would not have been enough. Unless he took the spool right out of the vacuum-sealed bag with the silicagel packet in it. I don’t know. I’ll ask him.
I am rapidly discovering. That spools do not seem to arrive dry.
Also, desiccant will not dry a spool. It keeps the air dry and will prevent a dry spool becoming wet. With ASA, I am learning you always need to dehydrate before first use. But am hoping using desiccant and vacuum bags will limit the time needed when reusing an open spool.
They will limit, but not by as much as you’d want. Plastic bags still allow moisture to pass through even when they’re airtight. I live in a swamp, so drying is a necessity before every print.
Yeah UK ain’t a swamp. But 50 to 60% rh is common.
So I’m thinking I may have to think that way.
Yeah. Those bags hardly do anything when the spool sits for months on a shelf.
Yeah thanks for the bad news.
I am using these https://www.printables.com/model/50375-desiccant-silica-hygrometer-spool-container-modula
So should be able to tell. Treating the cheap, crappy meters as binary. IE, if RH% above minimum readable the bag has failed.
Just to add what others have said, the temp you dry at is as important if not more important than time and different for each type of plastic. If you don’t have it hot enough (typically near the glass transition temperature of the plastic) then the moisture is not able to escape the plastic.
Cool project as well, I have wanted to do the same!
Unfortunate you don’t have multimaterial capability, neither do I :p
At my work however, I get to use PLA supports with TPU, which barely sticks enough to be support material but allows me to run it as if it were dissolvable support and is an actual treat to remove



{kind=link}